
19
2019
-
07
炊具自動化涂裝生產線工藝流程及原理
作者:
Attractive Coating
90年代至今,隨著改革開放,人們生活水平逐日提高,居住條件的改善和水、電、氣等配備設施進入廚房,種類繁多的炊具產品進入千家萬戶。然而炊具涂層的噴涂主要由人工完成,因此存在生產量小,成本高,并且工藝調試時間長的缺點。炊具自動化涂裝生產線主要有炊具的清洗、打砂及其他涂裝加工工序,主要應用與以下加工場合:大批量生產、設計成熟、長期生產、需要多種加工工序等。炊具自動化生產線可以顯示出它的巨大優越性。例如:人工成本低、制造成本低、制造周期短、占用場地少等。今天小編就給大家來講解一下關于炊具涂裝生產線加工工藝流程和工作原理,我們一起來文章中看一下關于炊具涂裝生產線加工工藝流程吧。

炊具自動化涂裝生產線工藝主要由前期處理工藝、打砂工藝、內漆線工藝、外漆線工藝組成。
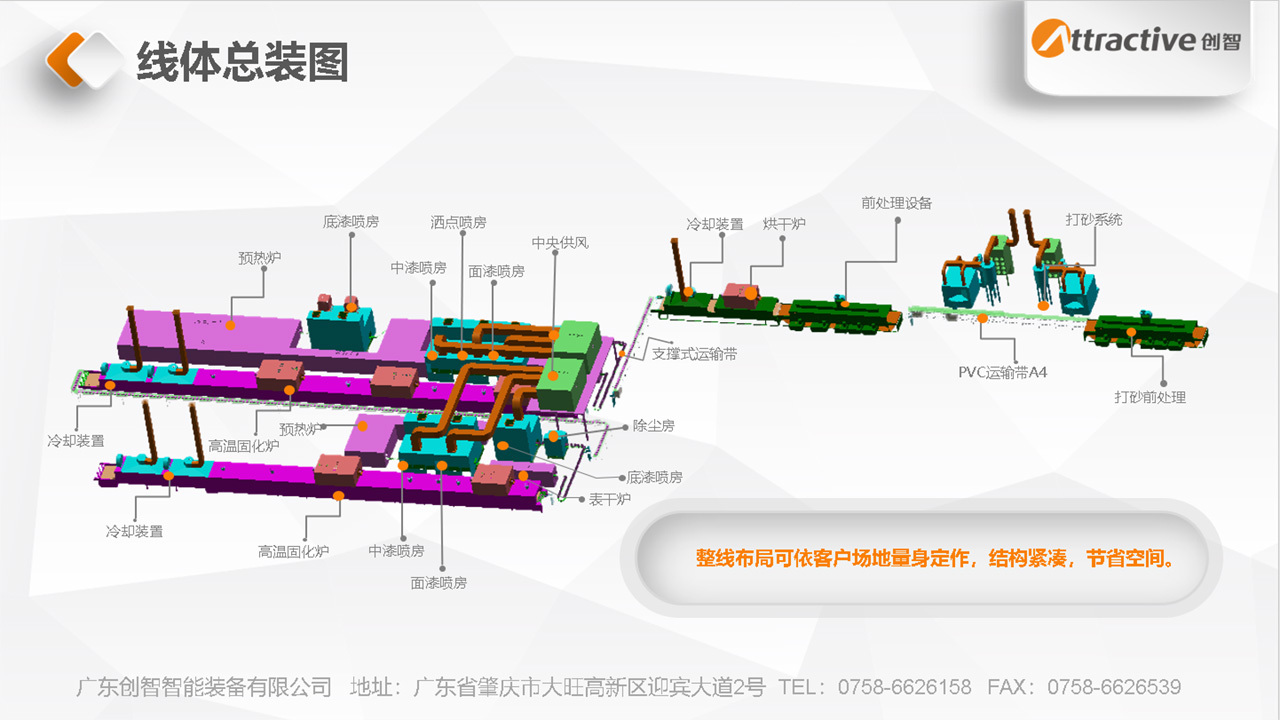
一、前處理系統:
前處理有手動簡易工藝和自動前處理工藝,自動前處理工藝又分自動噴淋和自動浸噴兩種工藝。工件在噴涂之前必須進行表面處理去油去銹。前處理系統設備由前處理設備、烘干及冷卻裝置組成。
①前處理設備:表面前處理的常用設備是噴淋式、浸、噴聯合式,其清洗原理是借助于化學反應來完成除油、酸洗、清洗等工藝過程。整個流程全自動,節約人工。
②烘干及冷卻裝置:烘干裝置爐內溫度均勻,升溫快,溫度任意設定,總功率、寬度、長度可定制。冷卻裝置,能使工件短時間降溫到能用人手拿取。
前期處理工藝流程:上件→避水區→預除油→滴水→除油→滴水→清洗1→清洗2→雙吹水→烘干→冷卻→下件。
二、打砂系統:
全自動打砂機:噴涂前的工件表面清理、清潔等前處理,提高產品表面的附著力。可適用于模具、鑄造件、沖壓件、金屬表面的去氧化皮、去殘渣、除銹、舊件翻新等。專利技術,效率高。
打砂工藝流程:上件→打砂→水洗除砂→清洗→烘干→下件。
三、內漆線:
自動化內漆線,把住質量關是非常重要的。要確保被噴工件著粉均勻、厚度一致,防止薄噴、漏噴、擦落等缺陷。在涂裝生產線這一工序,還應注意工件之掛鉤部分,在進入固化之前,應盡可能將附著其上的粉末吹掉,防止掛鉤上之多余粉末固化,有的對固化前去掉余粉確有困難時,應及時剝離掛鉤上已固化之粉膜,從而確保掛鉤導電良好,以利下批工件易于著粉。內漆線設備由輸送系統、供風系統、智能噴房、預熱爐、高溫固化爐、冷卻裝置組成。
預熱爐特點:①節電:加熱更快,更均勻,爐內采用鏡面反光板材,節省電力,可為客戶量身定做;②節能:智能式自檢加熱,減少能耗,可按要求設計,加熱不同形狀和規格的工件。③低噪:采用巖棉保溫,確保溫度散失的同時減少設備產生的噪音。④耐用:使用方面,人機界面簡單明了,操作靈活便利,維護少。
智能噴涂房,智能自動噴涂:工件感應噴涂控制系統,可感應工件位置自動定時噴油,停油,減少油漆浪費。水濂房設計:隔檔飛出工件外的油漆粒子擴散于外界而污染環境,同時解決了噴房的難清理。高效生產:可24小時不間斷工作,產量人工的1-3倍。噴涂均勻,精度高。流量大小控制靈活,可節省30%的油漆量。
高溫固化及冷卻裝置,噴涂后通過高溫固化爐燒結后達到涂層的特點要求,特點:快速升溫、加熱均勻、運行穩定、保質保量。
內漆線工藝流程:上件→除塵→預熱→噴底漆→烘干→冷卻→預熱→噴中漆→噴面漆→轉高溫爐→低溫揮發→高溫燒結→冷卻→下件
四、外漆線:
自動除塵房 分為干式除塵和濕式除塵,干式除塵房:先通過風力吹塵,再通過風機收塵,內置蛇形吹塵軟管,可根據工件任意調整風口角度,處理風量大,占地面積小,凈化效率高,工作可靠,結構簡單,維修量小;濕式除塵房:在干式除塵房的基礎上加多水槽,使灰塵直接掉落在水中,防止塵霧飄散,除塵更到位,更環保。
外漆線工藝流程:上件→除塵→預熱→噴底漆→烘干→冷卻→預熱→噴面漆→轉高溫爐→高溫燒結→冷卻→下件
廣東創智智能裝備有限公司25年涂裝行業經驗,帶您直向成功,不走彎路!公司專業設計制造不粘鍋高溫噴涂線、不粘鍋特氟龍高溫烘烤線、不粘鍋(煲)高溫搪瓷烘烤線,產能及詳細規格根據客戶要求設計制造。適用于炊具行業、家電行業等制造業。
涂裝工藝流程,創智噴涂生產線設備,炊具涂裝生產線,智能噴涂房
相關資訊

暫無數據


聯系我們
尊享定制熱線 7*24小時
全國客戶服務熱線 7*24小時
服務郵箱
工廠地址
廣東省肇慶市大旺高新區迎賓大道2號之二
關注我們








Copyright © 2022 廣東創智智能裝備有限公司 粵ICP備16037319號 網站建設:中企動力 廣州 | SEO標簽













