
30
2020
-
05
涂裝生產線廠家告訴你關于軌道車輛的防腐措施!
作者:
XIE
一、工序間防銹
自引進國外先進強力數控立車以來,車輪公司先后建立了兩個大型乳化液工作站( 容量為165m2和55m2 ) ,選用國際知名的金屬加工液供應商,每天檢測乳化液的pH 和濃度,一個月做一次乳化液的全分析,全力控制乳化液的即時狀態,確保下線產品質量和工序間防銹性能。
另外,對于工序間滯留待檢產品或生產工序異常產品,選用水溶性防銹劑,該防銹劑為乳化型產品,防銹周期為一個月,可有效解決不及時進行最終防銹帶來的各種弊病。

二、采用各類防銹油作為最終防銹手段
1、透明快干型硬膜防銹油
快干硬膜防銹是涂裝生產線廠家最為普遍使用的一類防銹油,其特點是干燥速度快,對于最終檢驗合格的車輪,用干凈的布將車輪表面殘留的灰塵、水分等擦干后,即可涂刷此防銹油, 10 min 表干,可直接包裝。快干硬膜防銹油能在車輪表面形成堅硬的樹脂膜,膜厚20 um 以上,室內防銹達兩年之久,也適用于存儲條件惡劣的室外環境,該油膜可抵御灰塵、雨水的侵蝕,但清洗較為復雜、耗時。該防銹油主要用于鐵標產品、最終防銹( 發貨至使用時不再做二次涂裝) 、存儲條件惡劣等車輪的防銹處理。
2、溶劑稀釋型防銹油
溶劑稀釋型是涂裝生產線廠家防腐材料的重要組成部分,其主要應用于非油漆噴涂部位的防腐處理,如精加工后的輪轂孔、踏面。該類防銹油的特點是能在工件表面形成易清洗的油膜,車輪到站后采用石油溶劑清洗后即可裝配,適用于長期室內存儲或出口防銹,防銹期限可達1 - 2 年。

三、油漆噴涂
車輪公司于2004 年2015 年分別新建了一條國內先進的自動噴漆烘烤線,采用懸掛吊鉤式運輸機流水作業,雙面人工同時噴涂,設計年產50000件,機加工后的車輪表面粗糙度為Ra12. 5,部分車輪輻板需拋丸處理,其噴涂工藝流程及說明如下:
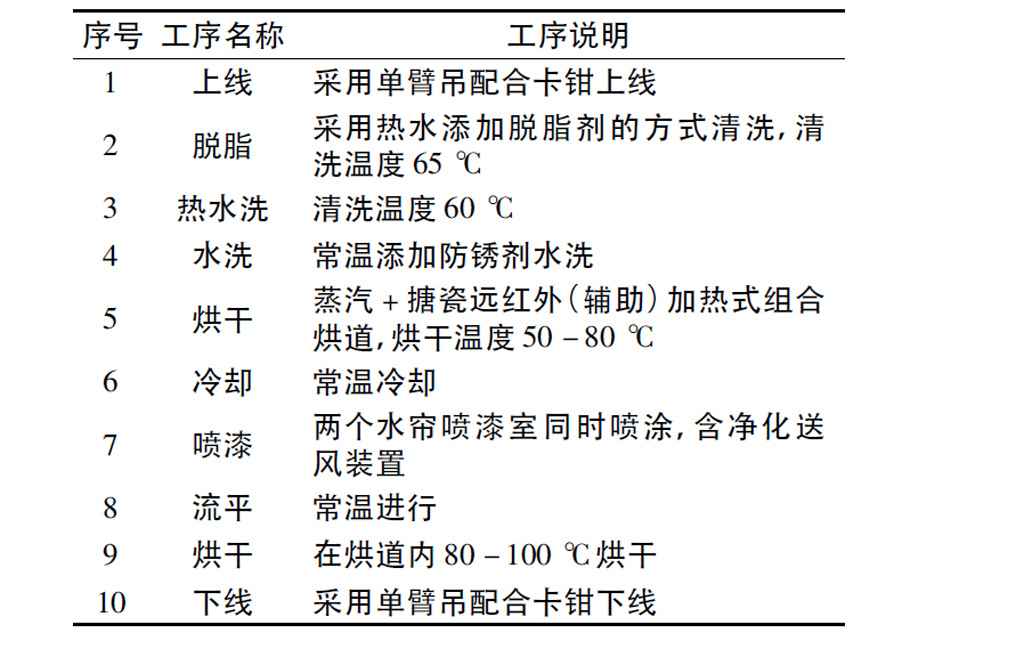
該工藝主要的優點在于:
1、該工藝采用流水化作業,設計鏈速0. 8 m/min,從第一塊車輪上線到第一遍烘干完成大約耗時2 h,漆膜可表干,接近實干,工作效率高。
2、實現涂裝前的前處理,保證噴漆前車輪表面的清潔度。本工藝前處理采用三道工序,清洗表面時分別添加脫脂劑和防銹劑,并采用高壓噴淋的供水方式( 噴嘴流量0. 5 m3 /hr,噴射壓力0. 12Mpa) ,此法可有效去除車輪表面油污、灰塵、少量浮銹,車輪清洗后需采用人工高壓空氣吹水將車輪表面和輪轂孔殘留的水分快速吹干。經以上前處理后的車輪表面可完全達到涂裝要求。
3、噴涂工具全部采用美國固瑞克無氣噴涂設備,操作人員均至少從事噴漆工作三年以上,經驗豐富,能保證漆膜總厚度的均勻一致,而且能夠做到噴涂嚴密無遺漏。
4、噴漆室采用水簾設計,噴漆時,漆霧碰到水簾即被水吸附沖至下部水池積存。另外配有上送風、側抽風裝置將漆霧和揮發的溶劑與水充分混合,充分清洗,確保操作人員呼吸空氣的清潔度,減少了漆霧飛散,提高了涂料的利用率,保證了涂裝質量。

5、采用蒸汽+ 搪瓷遠紅外( 輔助) 加熱式組合烘道,烘干溫度50 - 80 ℃。烘道內的熱風循環系統為上送風、上回風的方式,有效利用了工件掛具肩部空間,避免使用底部風管,便于清理。送風管均設有調節閥,保證了內部溫度場均勻。烘干風道配有5. 5 kW 熱風循環風機一臺,固化風道配有11kw 熱風循環風機一臺,可實現前處理后車輪表面快速干燥、漆膜的快速干燥和固化,大大提高了生產效率。
以上就是關于“涂裝生產線廠家告訴你關于軌道車輛的防腐措施!”的相關內容,信息由25年涂裝生產線廠家廣東創智整理提供,更多有關涂裝生產線的相關信息,歡迎關注我們!
軌道車輛,軌道車輛噴涂,軌道車輛防腐措施,涂裝生產線廠家,涂裝生產線
相關資訊

暫無數據


聯系我們
尊享定制熱線 7*24小時
全國客戶服務熱線 7*24小時
服務郵箱
工廠地址
廣東省肇慶市大旺高新區迎賓大道2號之二
關注我們








Copyright © 2022 廣東創智智能裝備有限公司 粵ICP備16037319號 網站建設:中企動力 廣州 | SEO標簽













