
09
2020
-
11
摩托車塑料件涂裝生產線前處理工藝介紹
作者:
XIE
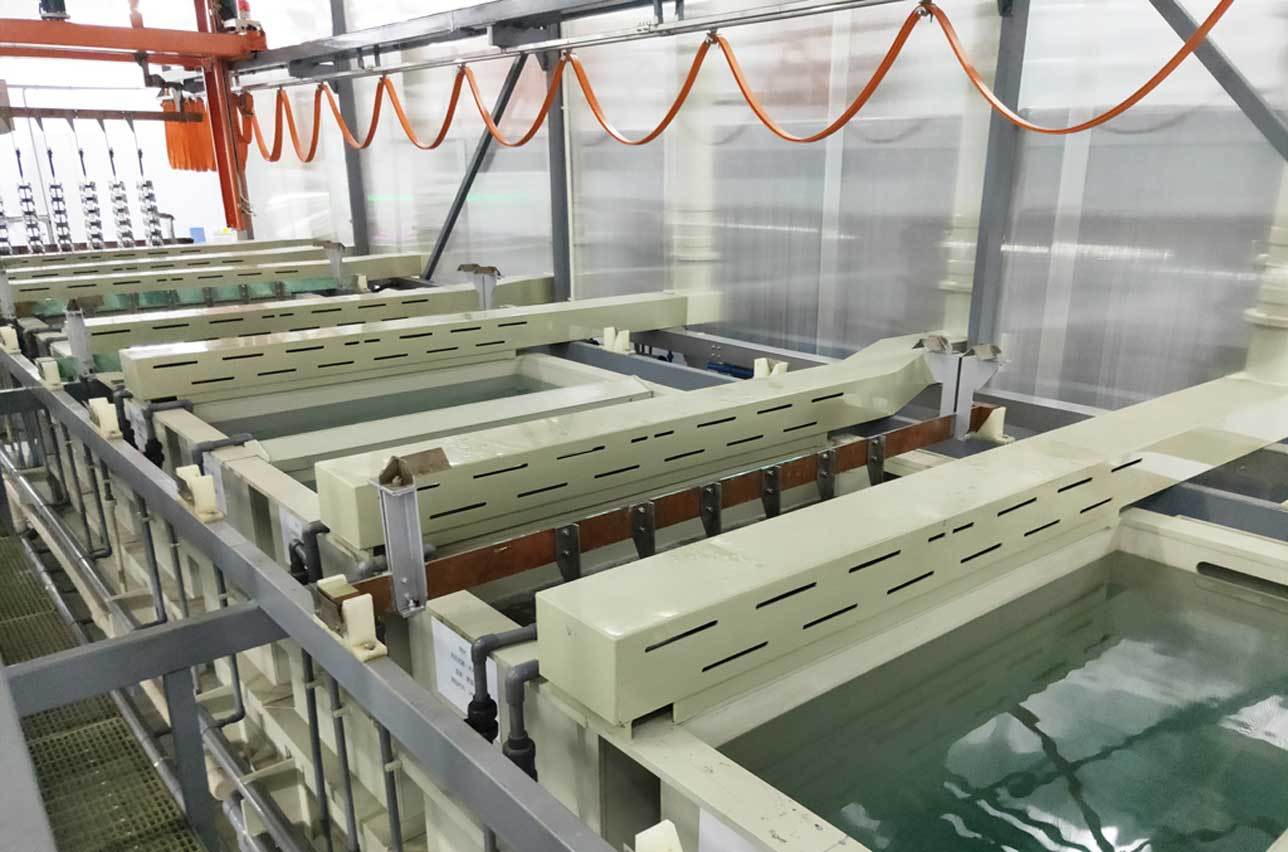
目前,摩托車塑料件涂裝生產線的前處理仍主要采用化學處理法,主要工序包括預脫脂——主脫脂——水洗1——水洗 2——純水洗 1——純水洗 2——表面調整——吹水——水份烘干——強冷——靜電除塵。

1、脫脂
由千塑料件表面沾有油污、手汗和脫模劑等污染物,如果直接噴涂,會造成漆膜附著力變差,涂層產生龜裂、起泡和脫落等現象。因此,摩托車塑料件涂裝生產線前必須進行處理,依靠脫脂劑的沖刷、浸潤、分散及乳化作用,達到去除油污的效果,去除界面阻力,提高附著力。簡易的脫脂方法是用紗布藷有機溶劑擦洗;自動化程度高的常用脫脂方法是用含有表面活性劑的堿性水溶液清洗,由于槽液中有雜質、污物,會造成槽液污物 再次附著在塑料件表面,影響涂層質量,因此,要加強槽液的過濾與更新管理。針對摩托車塑料件的特點,一般采用環形壓力噴洗,該工序重點控制以下幾個工藝參數:
a) 摩托車塑料件涂裝生產線脫脂溫度:通常溫度越高脫脂效果越好、越徹底,但 ABS 塑料件耐熱性一般較差 ,溫度過高會導致塑料件變形,由千脫脂劑活性溫度在 60'C左右活性最佳,所以,一般脫脂工藝溫度控制在(60 土s) ·c。
b) 摩托車塑料件涂裝生產線脫脂時間和噴洗壓力:脫脂過程中必須保證有足夠的噴洗時間,清洗時間太短會造成脫脂不凈,正常預脫脂時間為1 min 左右,脫脂在2.5 min 左右為宜,清洗方式采用壓力噴淋,噴淋管路采用壞形布置,保 證工件各個面都能得到徹底噴洗,噴嘴噴射方向和狀 況需定期調整,對噴射效果影響較大。
噴洗壓力一般控制在0.1 - 0.2 MPa 之間,脫脂過程中當脫脂液噴射到工件表面時,在強力作用下脫脂液與工件有較好接觸,促使脫脂劑滲透和破壞油膜,并可沖洗掉工件表面已乳化的油污。
c ) 摩托車塑料件涂裝生產線槽液的更換周期:由千塑料件脫脂是噴淋脫脂,槽體較小,在長期循環使用后其乳化、皂化油污越聚越多,有利千菌類、藻類物質的繁殖與生長,為了保證脫脂效果,防止菌類、藻類物質的污染,在正常生產一段時間后,要及時排放槽液,一般脫脂槽液1周排放1次, 若生產間隙時間太長,最好在再次開班前重新配槽。
2、水洗及表面活化
摩托車塑料件涂裝生產線前處理脫脂后一般要經過4道水洗,主要是洗凈工件表面殘留的脫脂液、表面的顆粒雜質和有害離子,并活化表面。一般前2道水洗為工業水噴洗 ,后 2 道為純水洗,工藝時間為 0.5 - 1.0min, 噴洗壓力為0.2 - 0.4MPa。第3 道循環純水洗電導率一般控制在 30 µ s/cm以下,槽液中需不斷補加表面活性劑,新鮮純水的電 導率控制在10 µ s/cm 以下。

3、吹水
摩托車塑料件涂裝生產線吹水工序是在前處理后,通過風嘴,用壓縮空氣吹凈工件表面和邊角夾縫中的水,珠一般吹水時間為0.5min, 壓縮空氣壓力為0.5 - 0.6 MPa, 壓縮空氣的壓力和風嘴方向是該工序的控制要點,若調整不好會影響后續的烘干效果。
4、水份烘干
吹水后,經過一段時間的瀝水,工件進入水份烘干室烘干,考慮塑料件的耐熱性能,烘干溫度一般控制在60"C 左右,烘干時間為30 min。
5、摩托車塑料件涂裝生產線除塵除靜電
塑料件具有靜電效應,表面容易吸附灰塵,用一般的吹氣法除塵比較困難,用表面活性劑溶液洗滌能同時起到除塵和除靜電作用。目前,對于大批量生產 的塑料件,常用靜電除塵裝置將壓縮空氣離子化后噴 射塑料件表面,達到除塵除靜電的目的。
前處理工藝,摩托車塑料件,涂裝生產線
相關資訊

暫無數據


聯系我們
尊享定制熱線 7*24小時
全國客戶服務熱線 7*24小時
服務郵箱
工廠地址
廣東省肇慶市大旺高新區迎賓大道2號之二
關注我們








Copyright © 2022 廣東創智智能裝備有限公司 粵ICP備16037319號 網站建設:中企動力 廣州 | SEO標簽













