
26
2021
-
01
汽車涂裝生產線在試產過程中出現車身粗糙度異常怎么辦?
作者:
XIE
在汽車涂裝生產線投槽調試期間,新生產線主要生產的兩款車型中,測得其中一款車型發動機罩、后背門等部位電泳漆膜粗糙度偏高(Ra=2.5> 0.30 μm),四門等豎直面及頂棚粗糙度大部分均能滿足標準要求。另一款車型發動機罩、翼子板、頂棚以及車身其他位置電泳粗糙度呈不穩定狀態。
汽車涂裝生產線在試產過程中出現車身粗糙度異常現象的描述
通過隨線掛板及打磨試驗,對車身粗糙度異常原因進行排查,如下表所列。隨線掛板及白件打磨試驗說明粗糙度Ra 異常與前處理電泳的關聯性較小;結合1~ 3 白車身打磨對比試驗,可以看出發動機罩粗糙度Ra異常與車身板材關聯性較大。
| 序號 | 驗證因素 | 驗證方法 | 驗證結果 |
| 1 | 發動機蓋Ra | 上件前機蓋水平面貼車身板材→電泳前旋轉90° | 白板及電泳后無明顯條紋,白板Ra=1.18 μm;磷化后Ra=1.13 μm;電泳Ra=0.25 μm |
| 2 | 發動機蓋Ra | 電泳前機蓋水平面貼ACT 標準試板 | 電泳后無明顯條紋;磷化試板Ra=0.65 μm;電泳Ra=0.22 μm |
| 3 | 發動機蓋Ra | 上件前白件車身機蓋水平面砂紙打磨見底 | 打磨區域條紋基本消失;打磨區域電泳Ra=0.22 μm;未打磨區域電泳Ra=0.31 μm |
| 4 | 發動機蓋Ra | 電泳前磷化打 | 打磨區域條紋輕微;磷化打磨區域電泳Ra=0.24 μm;磷化未打磨區域電泳Ra=0.27 μm |
| 5 | 翼子板Ra | 上件前葉子板立面貼車身板材→電泳前旋轉90° | 試板無明顯條紋,白板Ra=1.12 μm;電泳Ra=0.24 μm |
汽車涂裝生產線在試產過程中出現車身粗糙度異常現象的原因分析
為進一步證明白件對電泳粗糙度的影響,選擇測定不同車型同一部位的白件與電泳粗糙度進行對比,結果如圖1 ~ 2 所示。
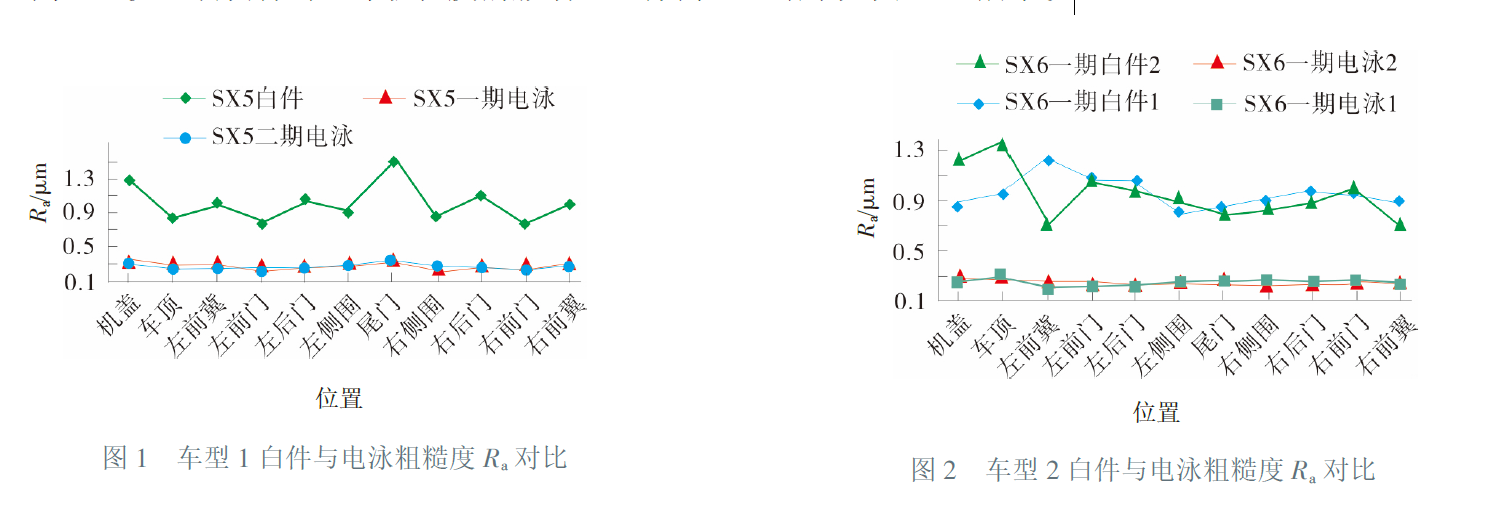
由圖1 ~ 2 可知,兩款車型同一車身部位,白件和電泳涂膜Ra 值趨勢相似,說明白件與電泳涂膜Ra 值關聯性較大,白件粗糙度Ra 為2.5,接近或> 1.20 μm,電泳粗糙度基本超出0.3 μm 的標準。結合隨車掛板及打磨試驗說明,兩款車型電泳涂膜粗糙度Ra 異常與白車身有關。
汽車涂裝生產線在試產過程中出現車身粗糙度異常現象的解決措施
對白件進行打磨處理,打磨后白件粗糙度明顯下降,且使用240# 和400# 砂紙對白件打磨的效果優于800# 砂紙。同時,隨線進行掛板,探討磷化對白件的修復是否可以減輕白件質量對電泳粗糙度的影響。
磷化對白件的粗糙度略有改善作用,白件、磷化后、電泳后的粗糙度基本呈對應關系。因此,要確保電泳粗糙度得到改善,需從白件著手進行改善才能徹底解決問題,在白件進貨標準中加入粗糙度要求,可從源頭上進行控制,效果更顯著。
汽車涂裝生產線,涂裝生產線
相關資訊

暫無數據


聯系我們
尊享定制熱線 7*24小時
全國客戶服務熱線 7*24小時
服務郵箱
工廠地址
廣東省肇慶市大旺高新區迎賓大道2號之二
關注我們








Copyright © 2022 廣東創智智能裝備有限公司 粵ICP備16037319號 網站建設:中企動力 廣州 | SEO標簽













